
Drahtfunkenerosion WEDM ist eine der präzisesten Methoden zur Bearbeitung elektrisch leitfähiger Materialien. Die Technologie verwendet einen dünnen Metalldraht als Elektrode, der das bearbeitete Material nicht direkt berührt. Der Prozess basiert auf kontrollierten elektrischen Entladungen, die mikroskopisch kleine Metallpartikel von der Werkstückoberfläche abtragen.
Der Einsatz von WEDM umfasst die Herstellung von Bauteilen mit Abmessungen von wenigen Mikrometern bis zu mehreren hundert Millimetern. Die Methode ermöglicht die Erstellung komplexer Geometrien, die mit herkömmlichen Bearbeitungsverfahren nicht realisierbar sind. Die Maßgenauigkeit erreicht Toleranzen im Bereich von ±0,001 mm, was die Technologie in Industriezweigen unverzichtbar macht, die höchste Präzision erfordern.
Die Entwicklung von WEDM-Maschinen ermöglichte die Bearbeitung von Materialien mit einer Härte von über 65 HRC. Der Prozess findet in einem dielektrischen Fluid statt, meist deionisiertem Wasser, das das Material kühlt und Erosionsprodukte abführt. Die Automatisierung moderner Systeme erlaubt einen mehrstündigen Betrieb ohne Bedienereingriff.
Was ist Drahtfunkenerosion WEDM und wie funktioniert die Technologie?
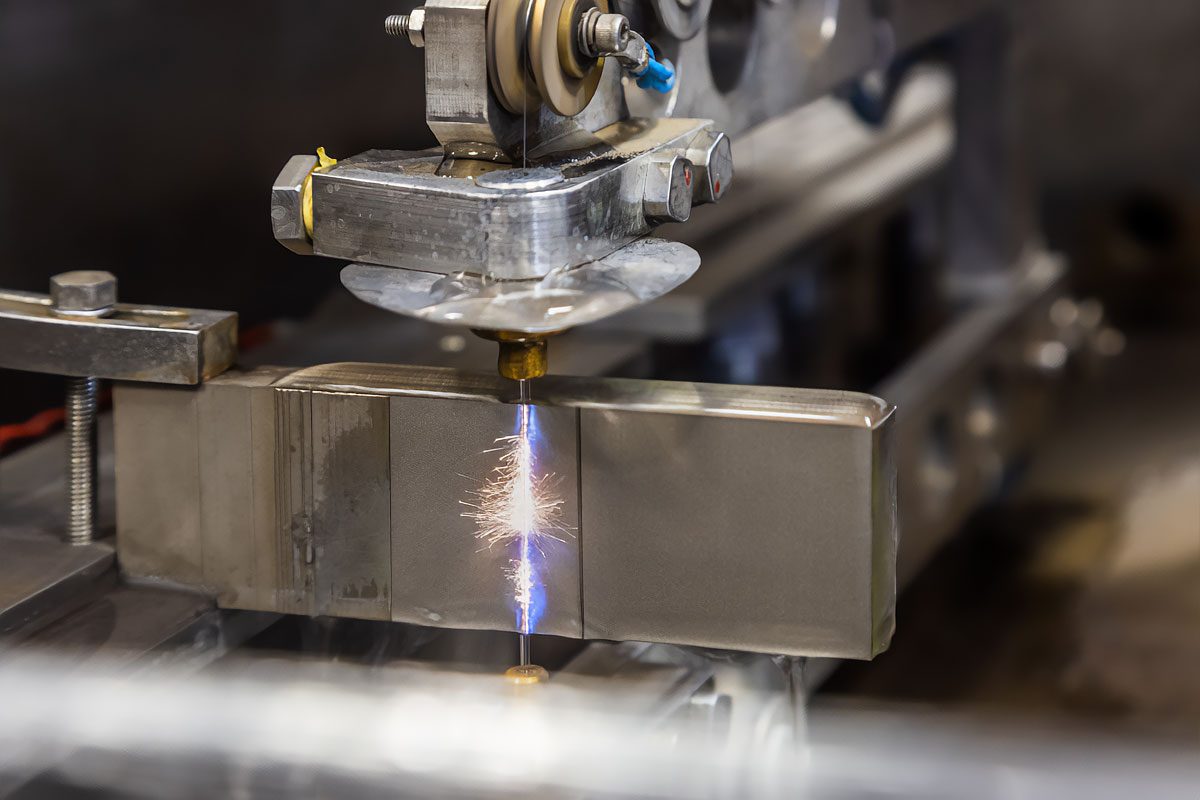
Drahtfunkenerosion nutzt das Phänomen der elektrischen Erosion zwischen zwei Elektroden mit entgegengesetzten Polen. Der Arbeitsdraht, der als negative Elektrode fungiert, führt einen Strom mit kontrollierten Parametern. Das zu bearbeitende Material bildet die positive Elektrode im Stromkreis. Wenn der Abstand zwischen den Elektroden auf wenige Mikrometer schrumpft, entsteht ein Funkenentladung.
Die Energie jedes elektrischen Impulses wird präzise durch den EDM-Generator gesteuert. Die Impulsfrequenz kann mehrere hunderttausend Entladungen pro Sekunde erreichen. Die Temperatur an der Entladungsstelle übersteigt 10.000 °C, was zum lokalen Schmelzen und Verdampfen des Materials führt. Die Erosionsprodukte werden sofort durch das strömende dielektrische Fluid entfernt.
Mechanismus des Elektroerosionsprozesses
Der Impulsgenerator erzeugt Entladungen mit einer Dauer von 0,1 bis 500 Mikrosekunden. Pausen zwischen den Impulsen ermöglichen die Wärmeabfuhr und das Entfernen der Erosionsprodukte. Das Verhältnis von Impulsdauer zu Pause bestimmt die Oberflächenrauheit und Bearbeitungsgeschwindigkeit. Kurze Impulse gewährleisten eine glatte Oberfläche, verringern jedoch die Prozessleistung.
Das CNC-Steuerungssystem kontrolliert den Drahtverlauf im dreidimensionalen Raum. Der Draht wird kontinuierlich von einer Zuführspule abgegeben und auf eine Aufnahmespule gewickelt. Die Vorschubgeschwindigkeit des Drahts passt sich automatisch an die Bearbeitungsbedingungen an. Die Drahtspannung wird durch ein Zugkontrollsystem konstant gehalten.
Das dielektrische Fluid spielt eine Schlüsselrolle im Elektroerosionsprozess. Deionisiertes Wasser besitzt eine geringe elektrische Leitfähigkeit, was unkontrollierte Entladungen verhindert. Der Druck des Fluids liegt üblicherweise bei 5–20 bar und sorgt für eine effektive Spülung des Arbeitsspalts. Die Fluidtemperatur wird durch ein Kühlsystem stabilisiert.
Arten von Arbeitsdrähten und ihre Anwendungen
Messingdraht mit einem Durchmesser von 0,25 mm stellt den Standard in den meisten Anwendungen dar. Der Zinkgehalt im Messing beeinflusst die Stabilität des Prozesses und die Oberflächenqualität. Kupferdrähte gewährleisten eine höhere Schnittgeschwindigkeit bei Materialien mit hoher Leitfähigkeit. Edelstahl als Drahtmaterial findet Anwendung bei der Bearbeitung magnetischer Werkstoffe.
Zinkbeschichtete Drähte bieten eine bessere Stabilität des elektrischen Bogens. Molybdän wird als Drahtmaterial bei der Bearbeitung von Hartmetallen eingesetzt. Der Drahtdurchmesser von 0,02 bis 0,33 mm bestimmt den minimalen Biegeradius. Dünnere Drähte ermöglichen schärfere Ecken und kleinere Bohrungen.
Drähte mit rechteckigem Querschnitt finden Verwendung in speziellen Anwendungen. Die Querschnittsfläche beeinflusst die Stabilität der elektrischen Entladungen. Die Qualität des Drahtes bestimmt die Wiederholgenauigkeit der bearbeiteten Bauteile. Automatische Kontrollsysteme erkennen Drahtbrüche und setzen den Prozess fort.
Welche kleinen Details können mit dem Drahterodieren hergestellt werden?
Das Drahterodieren (WEDM) erreicht höchste Präzision bei der Herstellung miniaturisierter Komponenten. Die Technologie ermöglicht die Fertigung von Elementen mit mikrometrischen Abmessungen und Toleranzen im Bereich weniger Mikrometer. Das Fehlen mechanischer Kräfte eliminiert Verformungen des Materials während der Bearbeitung. Der Prozess erhält die metallografische Struktur des Materials ohne Einführung von Spannungen.
Die Medizinindustrie nutzt WEDM zur Herstellung von Implantaten und chirurgischen Instrumenten. Die Elektronikbranche benötigt präzise Verbindungen und elektrische Kontakte. Die Uhrenindustrie verlangt mikroskopisch kleine Mechanismen mit komplexen Formen. Der Optiksektor produziert Komponenten für Laser- und Messsysteme.
Mikroelektronik- und Elektronikkomponenten
Elektrische Verbindungen im submillimetergroßen Bereich erfordern höchste Fertigungspräzision. Kontakte müssen eine bestimmte Geometrie der Kontaktfläche einhalten. Der elektrische Widerstand der Verbindung hängt von der Qualität der Kontaktflächen ab. Abschirmungselemente schützen vor elektromagnetischen Störungen im Gigahertz-Frequenzbereich.
Präzise elektronische WEDM-Bauteile:
- Relaiskontakte mit einer Dicke von 0,05–0,2 mm und einer Toleranz von ±0,002 mm
- Kontaktfedern mit einem Drahtdurchmesser von 0,1–0,5 mm
- Quarzgehäuse für Resonatoren mit Frequenzen von 1–100 MHz
- Elektromagnetische Abschirmungen mit Bohrungen Ø0,1–2 mm
- Wellenleiter mit einem Querschnitt von 0,5 x 1 mm
- Mikrowellenantennen mit Wellenlängen von 1–10 GHz
- Kühlkörper mit Lamellenstärken von 0,2–1 mm
- Temperatursensoren mit Elementen Ø0,05–0,3 mm
Halbleiterkomponenten erfordern ultrareine Oberflächen ohne Verunreinigungen. Gehäuse für integrierte Schaltkreise besitzen mikroskopisch kleine Wärmeableitungsöffnungen. Glasfaserverbindungen benötigen Positioniergenauigkeiten im Nanometerbereich. Optische Elemente müssen eine bestimmte Oberflächenrauheit aufweisen.
MEMS-Sensoren enthalten bewegliche Elemente mit einer Dicke von wenigen Mikrometern. Beschleunigungssensoren und Gyroskope erfordern präzise Trägheitsmassen. Hydraulische Mikroventile steuern den Durchfluss von Nanolitern Flüssigkeit. Implantierbare medizinische Komponenten müssen strenge Biokompatibilitätsnormen erfüllen.
Medizinische und zahnmedizinische Instrumente
Minimalinvasive Chirurgie erfordert Werkzeuge mit einem Durchmesser von unter 1 mm. Laparoskopische Instrumente besitzen komplexe Geometrien der Arbeitsspitzen. Neurochirurgische Werkzeuge benötigen scharfe Kanten ohne Grate. Endoskopelemente enthalten präzise optische Mechanismen.
Zahnimplantate haben gewindete Oberflächen mit einer Steigung von 0,5–1,5 mm. Die Gewindepräzision beeinflusst die Verbindungsfestigkeit mit dem Knochengewebe. Kronen und Brücken erfordern eine Passgenauigkeit mit einer Toleranz von ±0,01 mm. Zahnspangen enthalten Federn mit definiertem Druckkraftwert.
Augenärztliche Instrumente arbeiten an Strukturen mit Mikrometer-Dicke. Intraokulare Linsen besitzen präzise geformte optische Oberflächen. Mikrochirurgische Werkzeuge erfordern molekulares Schärfen. Herzschrittmacherelemente müssen jahrzehntelang hermetisch dicht bleiben.
Welche mittelgroßen Teile werden im WEDM-Prozess hergestellt?
Drahtfunkenerosion eignet sich hervorragend zur Herstellung mittelgroßer industrieller Komponenten mit Abmessungen von 10–200 mm. Bauteile dieser Größe bilden den Hauptsegment der Anwendungen der WEDM-Technologie. Die Automatisierung der Prozesse ermöglicht die Serienfertigung identischer Teile mit hoher Wiederholgenauigkeit. Die Bearbeitungszeit eines einzelnen Elements beträgt mehrere bis mehrere Dutzend Stunden.
Die Automobilindustrie nutzt WEDM zur Produktion von Teilen für Verbrennungs- und Elektromotoren. Die Luftfahrtindustrie verlangt Komponenten mit komplexen aerodynamischen Formen. Der Energiesektor benötigt Elemente für Turbinen und Generatoren. Die Werkzeugindustrie fertigt Matrizen und Stempel für die Umformtechnik.
Antriebskomponenten
Kraftstoffeinspritzdüsen enthalten präzise Düsen mit Lochdurchmessern von 0,1–0,5 mm. Die Geometrie der Öffnungen beeinflusst die Form des Kraftstoffstrahls und den Verbrennungsprozess. Turboladerbauteile arbeiten bei Temperaturen über 800 °C. Kompressorschaufeln besitzen computergestützt optimierte aerodynamische Profile.
Mit WEDM hergestellte Automobilteile:
- Kolben von Dieselmotoren Ø80–120 mm mit Rillen für Kolbenringe
- Auspuffventile mit Kopfdurchmesser 25–45 mm und Phasen von 45°
- Zahnräder für Automatikgetriebe mit Modul 1,5–4 mm
- Schaufeln von Abgasturbinenturbinen mit Längen von 50–150 mm
- Bauteile für Common-Rail-Einspritzsysteme
- Komponenten elektromagnetischer Kupplungen
- Teile für Hochdruckpumpen bis zu 2000 bar
- Elemente von EGR-Ventilen und Abgasreinigungssystemen
Elektromotoren hybrider Fahrzeuge benötigen präzise Rotoren. Neodym-Magnete müssen mit einer Toleranz von ±0,05 mm eingesetzt werden. Statorwicklungen erfordern Nuten mit definierter Geometrie. Kugellager arbeiten bei Drehzahlen von 20 000 U/min.
ABS-Bremssysteme enthalten präzise druckmodulierende Ventile. Lenksystemelemente verlangen glatte Gleitflächen. Komponenten der Fahrzeugklimaanlage besitzen komplexe Kühlmittelkanäle. Airbag-Sicherheitssysteme enthalten Auslösemechanismen mit Reaktionszeiten im Millisekundenbereich.
Industrielle Werkzeuge und Matrizen
Blechstanzmatrizen weisen komplexe räumliche Formen auf. Rundungsradien beeinflussen die Produktqualität und Werkzeughaltbarkeit. Stempel erfordern hohe Härte und Verschleißfestigkeit gegen Abrieb. Spritzgussformen für Kunststoffe besitzen präzise formgebende Oberflächen.
Werkzeuge zum Schneiden von Metallen erfordern scharfe Schneidkanten. HSM-Fräser haben optimierte Spanwinkel. Spiralbohrer mit einem Durchmesser von 0,1–20 mm benötigen präzise Spankammern. Gewindebohrer besitzen Gewindeprofile gemäß ISO-Normen.
Schneidplatten aus Hartmetall haben für spezifische Anwendungen optimierte Geometrien. Werkzeuge für die Feinbearbeitung erfordern eine Rauheit von Ra < 0,1 μm. Werkzeugspannvorrichtungen müssen die Steifigkeit des OUPN-Systems gewährleisten. Werkzeugwechselsysteme benötigen präzise Zentrierflächen.
Tipp: Beim Entwurf von WEDM-Werkzeugen ist die Schnittführung in Bezug auf die Materialstruktur zu berücksichtigen und geeignete Rundungsradien an den Ecken anzuwenden, um Spannungskonzentrationen und vorzeitigen Verschleiß zu vermeiden.
Welche großen Bauteile können mittels Drahterodieren ausgeschnitten werden?
Moderne WEDM-Maschinen ermöglichen die Bearbeitung von Bauteilen mit Abmessungen über 1000x600x400 mm. Große Abmessungen erfordern spezielle Spann- und Stützstrategien für das Material. Die thermische Stabilität der Maschine ist entscheidend für die Maßgenauigkeit. Die Bearbeitungszeit kann bei komplexesten Bauteilen über 100 Stunden betragen.
Die Energieindustrie nutzt WEDM zur Herstellung von Schaufeln für Dampfturbinen und Gasturbinen. Die Luftfahrtbranche benötigt große Strukturbauteile aus Titanlegierungen. Der Schiffbau produziert Komponenten für Antriebssysteme von Schiffen. Die Maschinenbauindustrie fertigt große Formen und Matrizen.
Komponenten der Energie- und Schwerindustrie
Dampfturbinen-Schaufeln erreichen Längen bis zu 1500 mm bei einem Gewicht von mehreren Dutzend Kilogramm. Aerodynamische Profile werden numerisch für maximale Effizienz optimiert. Feuerfeste Werkstoffe arbeiten bei Temperaturen von 600–800 °C. Die Oberflächen müssen der Tropfenerosion durch Wasserdampf standhalten.
Rotoren elektrischer Generatoren enthalten Nuten für Wicklungen mit präzisen Maßen. Das Magnetfeld erfordert eine gleichmäßige Verteilung der Leiter. Gleitlager benötigen Oberflächen mit einer Rauheit von Ra 0,2–0,8 μm. Wasserstoffkühlsysteme verfügen über komplexe Innenkanäle.
Große WEDM-Luftfahrtkomponenten:
- Rumpfteile mit den Abmessungen 2000x1000x100 mm und Entlastungsbohrungen
- Flügelrippen mit ausgeschnittenen Treibstoffkammern
- Motorhalterungen aus Titanlegierungen mit einem Gewicht von 50–200 kg
- Bodenpaneele der Kabine mit akustischer Perforation
- Hauptfahrwerksteile mit einer Dicke von 80–150 mm
- Komponenten hochdruckhydraulischer Systeme
- Teile von Strahltriebwerken aus Nickelbasis-Superlegierungen
- Bauteile von Navigations- und Radarsystemen
Konstruktionselemente aus Kohlefaser erfordern spezielle Schneidtechniken. Metall-Keramik-Verbundwerkstoffe weisen unterschiedliche elektrische Leitfähigkeiten auf. Thermische Schutzschichten (TBC) verlangen eine sorgfältige Bearbeitung. Schweißverbindungen müssen ihre Festigkeitseigenschaften bewahren.
Kraftstoffsysteme von Flugzeugen enthalten Tanks mit komplexen Formen. Kraftstoffpumpen arbeiten bei Drücken bis zu 100 bar. Kraftstofffilter besitzen Maschenweiten von 10–50 Mikrometern. Sicherheitsventile reagieren auf Überlastungen durch g-Kräfte.
Hinweis: Die Bearbeitung großer Bauteile erfordert den Einsatz einer Schnittstrategie, die Eigenspannungen im Material minimiert, sowie die Nutzung von Stützpunkten, die in den Steifigkeitsknoten der Konstruktion angeordnet sind.
Draht-Erodierdienstleistungen (WEDM) bei CNC Partner
CNC Partner ist seit über einem Jahrzehnt auf fortschrittliche Zerspanungs- und Erodiertechnologien spezialisiert. Das Unternehmen bietet umfassende Draht-Erodierdienstleistungen (WEDM) für verschiedene Industriezweige an. Ein erfahrenes Team von Ingenieuren realisiert Projekte von Einzelprototypen bis hin zur Serienfertigung. Der Maschinenpark umfasst modernste Bearbeitungszentren mit automatischen Werkzeugwechselsystemen.
Das Produktionswerk von CNC Partner ist mit WEDM-Maschinen unterschiedlicher Arbeitsgrößen ausgestattet. Die Qualitätssicherungssysteme umfassen Koordinatenmessmaschinen (CMM). Ein metallografisches Labor führt Materialstrukturanalysen durch. Die Zertifikate ISO 9001 und AS9100 bestätigen hohe Qualitätsstandards.
Draht-Erodieren (WEDM) stellt eine der Kernkompetenzen von CNC Partner dar. Das Unternehmen fertigt Bauteile mit Toleranzen bis ±0,002 mm. Bearbeitete Materialien umfassen Werkzeugstähle, Titanlegierungen und Nickelbasislegierungen. Die Materialstärke beträgt bis zu 300 mm bei gleichbleibend hoher Präzision.
Die Dienstleistungen von CNC Partner umfassen außerdem Drehen und CNC-Fräsen auf 3-, 4- und 5-Achs-Maschinen. Die Endbearbeitung gewährleistet die geforderte Oberflächenrauheit. Die Maßkontrolle erfolgt in jeder Produktionsphase. Die technische Dokumentation umfasst Materialzertifikate und Messprotokolle.
Das Unternehmen arbeitet mit der Automobil-, Luftfahrt- und Medizintechnikindustrie zusammen. Erfahrungen aus Forschungs- und Entwicklungsprojekten ermöglichen die Optimierung technologischer Prozesse. Kurze Lieferzeiten resultieren aus einer effizienten Produktionsorganisation. Flexible Herangehensweisen erlauben die Umsetzung ungewöhnlicher Sonderaufträge.
Präzisionskomponenten mit komplexen Formen in WEDM-Technologie
Draht-Erodieren (WEDM) ermöglicht die Herstellung von Komponenten mit den kompliziertesten räumlichen Geometrien. Die Technologie schränkt Designer bei inneren und äußeren Formen nicht ein. Scharfe Ecken mit einem Radius von 0,02 mm sind standardmäßig realisierbar. Dünne Wände mit einer Stärke von 0,05 mm behalten ihre Maßstabilität.
Komplexe Formen erfordern fortgeschrittene CAD/CAM-Programmierung und Prozesssimulationen. Automatische Drahtverschleißkompensationssysteme gewährleisten konstante Qualität über die gesamte Schnittlänge. Mehrfachdurchgänge ermöglichen eine Rauheit von Ra 0,1 μm. Adaptive Parameterkontrolle optimiert die Bearbeitungszeit.
Komponenten mit unregelmäßigen Profilen
Turbinenschaufeln haben verdrehte Oberflächen mit variabler Dicke von 2 bis 15 mm. Kühlkanäle innerhalb der Schaufeln erfordern Durchmesser von 0,5 bis 2 mm. Die aerodynamischen Profile werden numerisch mittels CFD optimiert. Die Oberflächen müssen glatt bleiben, ohne Welligkeit.
Biomechanische Elemente bilden die anatomischen Formen von Knochen und Gelenken nach. Hüftimplantate besitzen trabekuläre Oberflächen mit einer Porosität von 60–80 %. Knieprothesen erfordern präzise Gleitflächen. Chirurgische Instrumente haben ergonomisch geformte Griffe.
Elemente mit inneren Strukturen
Wärmetauscher enthalten Kanäle mit Querschnitten von 1 x 2 mm, die im Abstand von 5 mm angeordnet sind. Elektronikkühler verfügen über Rippen mit einer Dicke von 0,3 bis 1 mm. Hydraulikfilter enthalten Gewebe mit Maschenweiten von 20 bis 100 Mikrometern. Pneumatische Komponenten besitzen verzweigte Luftkanäle.
Common-Rail-Kraftstoffeinspritzdüsen enthalten kalibrierte Bohrungen mit einem Durchmesser von 0,15 mm. Der Sprühkegelwinkel beträgt 15 bis 30 Grad. Der Einspritzdruck erreicht 2500 bar. Die Fertigungspräzision beeinflusst Emissionen und Kraftstoffverbrauch.
Tipp: Die Konstruktion von Elementen mit inneren Kanälen erfordert die Berücksichtigung der Möglichkeit zur Spülung erosionsbedingter Ablagerungen sowie die Gewährleistung eines gleichmäßigen Flusses des dielektrischen Fluids zu allen Schnittbereichen durch eine geeignete Anordnung der Startlöcher.
Dünne Querschnitte und filigrane Strukturen beim Drahterodieren
Das Drahterodieren (WEDM) spezialisiert sich auf die Bearbeitung dünner Querschnitte mit einer Dicke unter 1 mm. Das Fehlen mechanischer Kräfte eliminiert das Risiko von Verformungen und Materialrissen. Dünne Wände mit einer Dicke von 0,02 mm werden stabil und vibrationsfrei bearbeitet. Filigrane Strukturen behalten während des gesamten Fertigungsprozesses ihre Integrität.
Die Technologie ermöglicht die Herstellung filigraner Konstruktionen mit hoher spezifischer Festigkeit. Die Längen-zu-Dicken-Verhältnisse können bis zu 2000:1 betragen. Die Maßgenauigkeit hängt nicht von der Steifigkeit des Werkstücks ab. Automatische Systeme kompensieren thermische Verformungen des Materials und der Maschine.
Mikrostrukturen und präzise Gewebe
Elektromagnetische Filter besitzen Gewebe mit Maschenweiten von 5 bis 50 Mikrometern, hergestellt aus Folien mit einer Dicke von 0,01 mm. Mikrowellenantennen benötigen präzise Resonatoren mit einer Länge von λ/4. Drucksensoren enthalten Membranen mit einer Dicke von 0,005 mm. MEMS-Elemente haben bewegliche Teile mit Nanogramm-Massen.
Molekularsiebe trennen Teilchen unterschiedlicher Größe. Dialysemembranen besitzen Poren mit einem Durchmesser von 1 bis 10 Nanometern. Bakterienfilter halten Mikroorganismen in Größen zwischen 0,1 und 1 Mikrometer zurück. Gasseparatoren nutzen Unterschiede in der Diffusionsgeschwindigkeit.
Präzise dünne WEDM-Strukturen:
- Metallfolien mit einer Dicke von 0,005-0,1 mm und Perforationen Ø0,02-0,5 mm
- Silikonplatten 0,1-0,5 mm für die Halbleiterelektronik
- Messmembranen 0,01-0,05 mm für Drucksensoren
- Kalibriergitter mit Maschenweiten von 1-100 μm für die Mikroskopie
- Fotolithografische Masken aus Chrom mit einer Dicke von 0,1 μm
- Ultradünne Elektroden 0,02-0,2 mm für die Elektrolyse
- Flachfedern mit einer Dicke von 0,05-0,3 mm
- Optische Elemente aus Metallfolien 0,01-0,1 mm
Optische Komponenten erfordern ebene Oberflächen mit nanometrischen Toleranzen. Laserspiegel weisen eine Rauheit von unter 1 Nanometer RMS auf. Interferometerelemente benötigen eine Präzision von λ/20. Optische Filter besitzen kontrollierte Lichtdurchlässigkeitseigenschaften.
Chromatographieplatten verfügen über Kanäle mit Tiefen von 10-100 Mikrometern. Mikrofluidik-Chips manipulieren Volumina im Nanoliterbereich. Biosensoren erkennen einzelne Proteinmoleküle. Labore auf Chip integrieren alle analytischen Funktionen.
Tipp: Die Bearbeitung ultradünner Strukturen erfordert spezielle Befestigungstechniken unter Verwendung löslicher Klebstoffe oder Hilfsmaterialien, die nach Abschluss des Schneidprozesses chemisch entfernt werden.
Branchenanwendungen verschiedener WEDM-Bauteilgrößen
Drahtfunkenerodieren (WEDM) findet in nahezu allen Fertigungsindustrien Anwendung, die hohe Präzision erfordern. Jede Branche stellt einzigartige Anforderungen an Toleranzen, Materialien und Geometrie der Bauteile. Die Vielfalt der Anwendungen resultiert aus der Universalität der Technologie und der Möglichkeit zur Bearbeitung verschiedener leitfähiger Materialien. Die Miniaturisierung von Geräten treibt die Entwicklung der Mikroverarbeitungstechnologie voran.
Die Entwicklung der Industrie 4.0 verlangt immer präzisere elektronische Komponenten. Die personalisierte Medizin benötigt Implantate, die an die Anatomie des Patienten angepasst sind. Die Raumfahrtindustrie stellt extreme Anforderungen an Zuverlässigkeit. Die erneuerbare Energiebranche benötigt effiziente Windturbinen und Photovoltaikmodule.
Präzisions- und Instrumentenindustrie
Messinstrumente erfordern höchste Fertigungspräzision und Maßstabilität. Komponenten von Elektronenmikroskopen weisen nanometrische Toleranzen auf. Bauteile industrieller Laser verlangen ultrasanfte optische Oberflächen. Interferometrische Systeme detektieren Verschiebungen im Bereich von Bruchteilen der Lichtwellenlänge.
Forschungslabore nutzen spezialisierte Komponenten für wissenschaftliche Experimente. Teilchenbeschleuniger enthalten präzise fokussierende Elemente für Strahlenbündel. Weltraumteleskope benötigen Spiegel mit parabolischen Oberflächen. Strahlungsdetektoren besitzen Kristallstrukturen mit definierter Orientierung.
Lebensmittel- und Pharmaindustrie
Maschinen zur Lebensmittelherstellung erfordern korrosionsbeständige und leicht zu reinigende Materialien. Fleischschneidemesser verfügen über spezielle Antihaftbeschichtungen. Mischerelemente bewahren hygienische Oberflächen ohne Vertiefungen. Filter zur Reinigung von Lebensmittelflüssigkeiten haben kalibrierte Poren.
WEDM-Komponenten für die Lebensmittelindustrie:
- Drehmesser mit einem Durchmesser von 200-800 mm und segmentierten Klingen
- Elemente von Druckhomogenisatoren bis zu 1000 bar
- Membranfilter mit Porengrößen von 0,1-10 Mikrometern
- Komponenten präziser Dosiersysteme ±0,1 % Volumen
- Teile von Zentrifugalseparatoren mit einer Drehzahl von 10.000 U/min
- Plattenwärmetauscherkomponenten aus säurebeständigem Stahl
- Komponenten für CIP-Systeme (Clean in Place)
- Teile von Verpackungsmaschinen mit einem Zyklus von 1000 Verpackungen pro Minute
Die Pharmaindustrie stellt höchste Anforderungen an Sauberkeit und Sterilität. Maschinenkomponenten müssen einer Dampfsterilisation bei 134 °C standhalten. Materialien dürfen chemisch nicht mit Wirkstoffen reagieren. Die Präzision der Medikamentendosierung erfordert kalibrierte Öffnungen und Spalte.
Tablettiermaschinen produzieren Tabletten mit einer Masse von ±2 % des Nennwerts. Kapselmaschinen benötigen präzise Formmatrizen. Ampullenfüllsysteme kontrollieren das Volumen mit einer Genauigkeit von ±0,5 %. Impfstoffproduktionslinien arbeiten in einem sterilen Umfeld der Klasse A.
Möglichkeiten und Grenzen moderner Funkenerodiermaschinen
Moderne WEDM-Maschinen haben ein hohes technologisches Niveau und eine fortschrittliche Prozessautomatisierung erreicht. Steuerungssysteme nutzen Algorithmen der künstlichen Intelligenz zur Optimierung der Parameter. Die Automatisierung eliminiert Bedienerfehler und erhöht die Wiederholgenauigkeit der Ergebnisse. Die Positioniergenauigkeit erreicht eine Auflösung von 0,1 Mikrometern in jeder Achse.
Die technologische Entwicklung konzentriert sich auf die Steigerung der Produktivität bei gleichzeitiger Erhaltung höchster Qualität. Neue Impulsgeneratoren bieten eine bessere Kontrolle der Entladeenergie. Kühlsysteme gewährleisten eine thermische Stabilität rund um die Uhr. Automatische Drahtwechselsysteme erhöhen die Zuverlässigkeit langandauernder Prozesse.
Technische Parameter der neuesten Maschinen
Moderne WEDM-Maschinen erreichen Schnittgeschwindigkeiten bis zu 500 mm²/min bei Werkstückdicken von 50 mm. Die Positioniergenauigkeit beträgt ±0,0005 mm bei einer Wiederholgenauigkeit von ±0,0002 mm. Die Oberflächenrauheit kann bei der Feinbearbeitung unter Ra 0,05 μm liegen. Die maximale Werkstückdicke beträgt bei Spezialmaschinen bis zu 1000 mm.
Automatische Drahtwechselsysteme arbeiten ununterbrochen bis zu 200 Stunden. Drahtlager enthalten bis zu 50 kg Material auf Spulen. Automatische Korrektursysteme kompensieren den Drahtverschleiß in Echtzeit. Adaptive Steuerungen optimieren die Parameter anhand der Analyse elektrischer Signale.
| Technischer Parameter | Standardmaschinen | Präzisionsmaschinen | Spezialmaschinen |
|---|---|---|---|
| Positioniergenauigkeit | ±0,002 mm | ±0,0005 mm | ±0,0002 mm |
| Oberflächenrauheit | Ra 0,2-2,5 μm | Ra 0,05-0,8 μm | Ra 0,02-0,3 μm |
| Schnittgeschwindigkeit | 50-300 mm²/min | 20-200 mm²/min | 10-150 mm²/min |
| Materialstärke | bis zu 400 mm | bis zu 600 mm | bis zu 1000 mm |
Technologische und wirtschaftliche Beschränkungen
Drahterodieren weist bestimmte Einschränkungen auf, die sich aus der Physik des Prozesses ergeben. Das Material muss elektrischen Strom mit einer Mindestleitfähigkeit von 10⁻⁶ S/m leiten. Der Prozess ist im Vergleich zur konventionellen Bearbeitung relativ langsam. Der Drahtverbrauch verursacht Betriebskosten in Höhe von 5–15 % des Bearbeitungswerts.
Tiefe Schnitte über 200 mm erfordern spezielle Spülstrategien für die Erosionsprodukte. Enge Spalte unter 0,1 mm können Probleme bei der Ableitung verursachen. Magnetische Materialien mit einer Permeabilität >100 beeinflussen die Stabilität des elektrischen Funkens. Sehr dünne Drähte von 0,02 mm sind bei hohen Geschwindigkeiten anfällig für Brüche.
Hinweis: Die wirtschaftliche Optimierung des WEDM-Prozesses erfordert einen Kompromiss zwischen Schnittgeschwindigkeit, Oberflächenqualität und Drahtverbrauch – die besten Kostenergebnisse werden bei mittleren Parametern unter Verwendung von Grob- und Feinbearbeitungsstrategien erzielt.
Zusammenfassung
Drahterodieren (WEDM) stellt eine unverzichtbare Technologie der modernen Präzisionsindustrie dar und ermöglicht die Bearbeitung von Bauteilen von mikroskopisch kleinen medizinischen Komponenten bis hin zu großen Industrieanlagen. Die technologischen Möglichkeiten umfassen Materialien mit Härten, die über die Grenzen konventioneller Bearbeitung hinausgehen, sowie Formen, die mit anderen Methoden nicht herstellbar sind. Die Ausführungspräzision mit mikrometergenauen Toleranzen eröffnet Ingenieuren neue Konstruktionsmöglichkeiten.
Die Anwendungen von WEDM entwickeln sich stetig weiter im Zuge technologischer Fortschritte und wachsender Anforderungen der Industrie. Die Miniaturisierung der Elektronik, die Entwicklung der regenerativen Medizin und die Anforderungen der Raumfahrtindustrie treiben Innovationen in der Drahterodiertechnologie voran. Automatisierung der Prozesse und maschinelle Lernsysteme erhöhen die Produktionseffizienz bei gleichzeitiger Wahrung höchster Qualität.
Die Zukunft der WEDM-Technologie verspricht vielversprechende Perspektiven für alle Branchen, die höchste Präzision und Zuverlässigkeit verlangen. Die Integration in Industry-4.0-Systeme ermöglicht eine vollständige Automatisierung der Produktion vom CAD-Entwurf bis zum fertigen Bauteil. Die Entwicklung neuer leitfähiger Materialien und hybrider Bearbeitungstechniken erweitert das Anwendungsspektrum dieser universellen Technologie.