
Die moderne Industrie steht vor einer neuen technologischen Herausforderung in Form der effizienten Bearbeitung von Verbundwerkstoffen. Kohlenstofffaser, auch bekannt als Carbon, hat aufgrund ihrer außergewöhnlichen mechanischen Eigenschaften den Status eines Werkstoffs der Zukunft erlangt. Ihre unvergleichliche Festigkeit bei minimalem Gewicht eröffnet Möglichkeiten in der Luft- und Raumfahrt, der Automobilindustrie und im medizinischen Bereich.
Traditionelle Methoden zur Bearbeitung von Carbon-Verbundwerkstoffen stießen auf zahlreiche Einschränkungen, die mit der empfindlichen Schichtstruktur des Materials zusammenhängen. Konventionelle Werkzeuge verursachten oft Delaminationen, Risse und ungleichmäßige Oberflächen. Diese Probleme führten häufig zu erhöhtem Materialverlust und verlängerten Produktionszeiten.
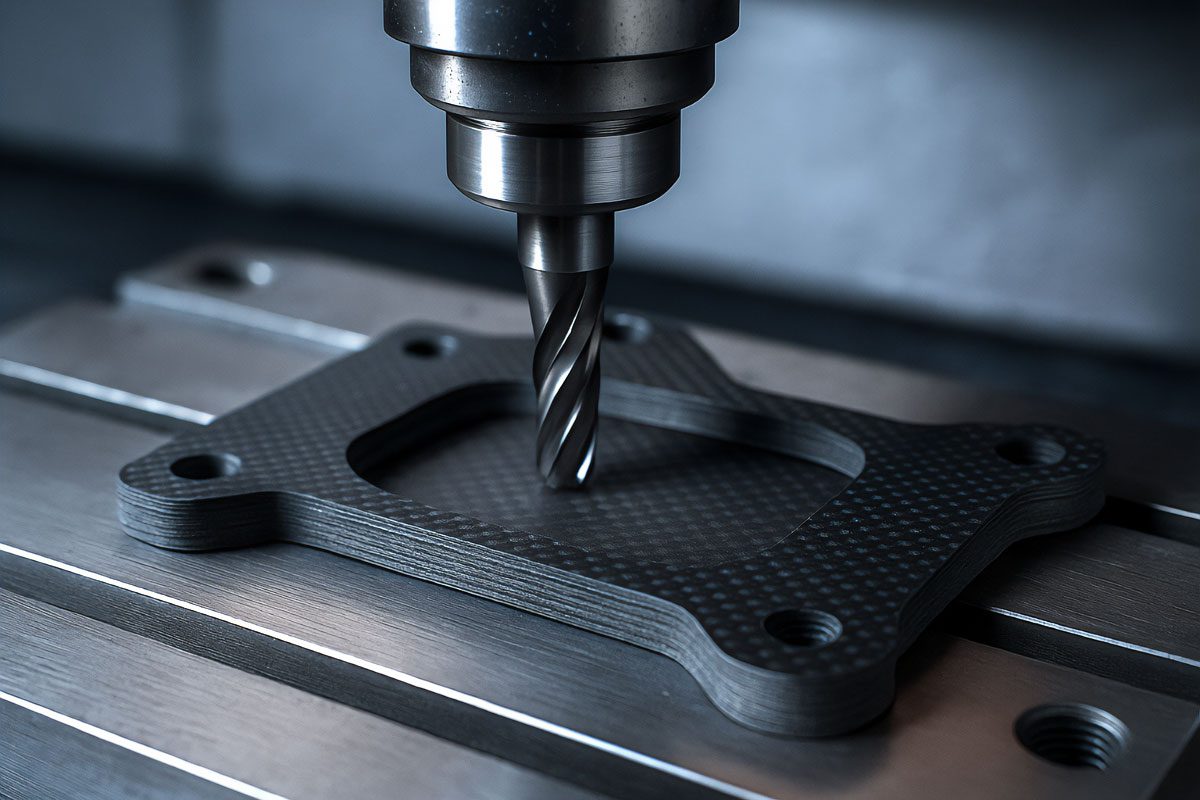
Die Einführung präziser CNC-Fräsverfahren revolutioniert den Ansatz zur Bearbeitung von Kohlenstofffasern. Computergesteuerte Systeme ermöglichen eine exakte Kontrolle der Schnittparameter. Sie minimieren das Risiko von Schäden an der Verbundstruktur. Die Prozessautomatisierung garantiert dimensionsgenaue Wiederholbarkeit und eliminiert Fehler, die durch menschliche Einflüsse entstehen.
Physikalische und chemische Eigenschaften von Kohlenstofffaser im Kontext der maschinellen Bearbeitung
Kohlenstofffaser besteht aus langen Ketten von Kohlenstoffatomen, die in mikroskopischen kristallinen Strukturen angeordnet sind. Der Durchmesser einzelner Fasern liegt zwischen 5 und 10 Mikrometern. Dies macht sie bei der mechanischen Bearbeitung äußerst empfindlich. Die Schichtstruktur des Verbunds erfordert einen spezialisierten Ansatz bei den Schnittparametern.
Die anisotrope Natur der Kohlenstofffaser bedeutet unterschiedliche mechanische Eigenschaften je nach Belastungsrichtung. Die Zugfestigkeit entlang der Fasern kann Werte von über 3500 MPa erreichen. In Querrichtung beträgt sie nur einen Bruchteil dieses Wertes. Das Wissen über die Faserausrichtung im Verbund ist ein Schlüsselelement bei der Planung von Bearbeitungsstrategien.
Außergewöhnliche Festigkeit und Steifigkeit des Materials
Der Elastizitätsmodul (Youngscher Modul) der Kohlenstofffaser erreicht Werte von 200 bis 800 GPa. Damit übertrifft er die Eigenschaften von Baustahl. Die hohe Steifigkeit des Materials erfordert den Einsatz von Werkzeugen mit geeigneter Geometrie und kontrollierter Schnittkraft. Das Überschreiten kritischer Spannungswerte kann zu irreversiblen Schäden an der Verbundstruktur führen.
Die spezifische Festigkeit der Kohlenstofffaser ist ihr größter Vorteil in industriellen Anwendungen. Das Verhältnis von Festigkeit zu Dichte übertrifft das anderer Materialien deutlich. Das Material erreicht eine spezifische Festigkeit, die mehr als zehnmal höher ist als die von Stahl. Dies ermöglicht den Bau leichter Bauteile mit hoher Tragfähigkeit.
Hauptmechanische Vorteile von Kohlenstofffaser:
- Zugfestigkeit: 3500-7000 MPa
- Elastizitätsmodul: 200-800 GPa
- Spezifische Dichte: 1,6 g/cm³
- Spezifische Festigkeit: über 500 kNm/kg
- Ermüdungsbeständigkeit: hoch bei entsprechender Belastung
Die mechanische Anisotropie des Verbunds erfordert eine Anpassung der Bearbeitungsstrategien entsprechend der Faserausrichtung. Das Schneiden parallel zur Faseranordnung minimiert das Risiko von Delaminationen. Querschneiden kann zum Ausbrechen des Materials führen.
Niedrige Dichte und Wärmeleitfähigkeit als Bearbeitungsherausforderung
Die Dichte der Kohlenstofffaser beträgt etwa 1,6 g/cm³. Sie ist damit ein Fünftel so dicht wie Stahl. Die geringe spezifische Masse bedeutet minimale Trägheitskräfte während der Bearbeitung. Gleichzeitig erhöht sie das Risiko von Vibrationen und unerwünschten Bauteilverschiebungen.
Die Wärmeleitfähigkeit von Kohlefaserverbundwerkstoffen ist stark richtungsabhängig. Entlang der Fasern kann der Wert bis zu 1000 W/mK erreichen. In Querrichtung liegt er nur bei 1-10 W/mK. Thermische Heterogenität beeinflusst die Temperaturverteilung in der Schnittzone. Sie kann thermische Spannungen verursachen.
Die geringe Wärmekapazität des Materials führt zu einer schnellen Erwärmung an Stellen mit Energieansammlung. Lokale Überhitzung kann zur Zersetzung des Harzes führen, das die Fasern verbindet. Dies verschlechtert die mechanischen Eigenschaften des Verbundwerkstoffs.
Thermische Stabilität beim Hochgeschwindigkeitszerspanen
Die Zersetzungstemperatur der meisten Epoxidharze liegt bei etwa 300-400 °C. Beim Hochgeschwindigkeitszerspanen entsteht eine erhebliche Wärmemenge, die den thermischen Grenzwert des Materials überschreiten kann. Die Temperaturkontrolle in der Bearbeitungszone ist ein entscheidender Faktor zur Erhaltung der strukturellen Integrität.
Der Wärmeausdehnungskoeffizient von Kohlefaser liegt in Längsrichtung nahe null. In Querrichtung kann er Werte von 10-12 × 10⁻⁶/K erreichen. Unterschiede in der thermischen Ausdehnung zwischen Fasern und Harz können beim Erwärmen innere Spannungen erzeugen.
Thermische Eigenschaften von Kohlefaser:
- Zersetzungstemperatur des Harzes: 300-400 °C
- Längsleitung: bis zu 1000 W/mK
- Querleitung: 1-10 W/mK
- Längsausdehnung: nahe null
- Querausdehnung: 10-12 × 10⁻⁶/K
Die Maßhaltigkeit von Kohlefaserverbundwerkstoffen bei hohen Temperaturen übertrifft die von herkömmlichen Metallen. Die Geometrie des Bauteils während der thermischen Bearbeitung beizubehalten, ist ein wesentlicher Vorteil bei Präzisionsanwendungen.
Chemische Beständigkeit und deren Einfluss auf die Werkzeugauswahl
Kohlefaser zeigt eine hohe Beständigkeit gegenüber den meisten organischen Lösungsmitteln und Säuren. Die chemische Trägheit des Materials schränkt den Einsatz von Kühlschmierstoffen mit aggressiven Bestandteilen ein. Neutrale wässrige Emulsionen sind die sicherste Kühloption beim Zerspanen.
Die abrasive Eigenschaft von Kohlefaser verursacht starken Verschleiß an Schneidwerkzeugen. Die Härte der Kohlefasern erreicht 9-10 auf der Mohs-Skala. Daher müssen Diamant- oder Hartmetallwerkzeuge mit spezieller Geometrie verwendet werden.
Die elektrostatischen Eigenschaften von Kohlefaserverbundwerkstoffen können die Spanhaftung am Werkzeug beeinflussen. Die Ansammlung geladener Partikel in der Schnittzone kann zu einer Verschlechterung der Oberflächenqualität sowie zu erhöhtem Werkzeugverschleiß führen.
Tipp: Bei der Planung der Bearbeitung von Kohlefaserverbundwerkstoffen ist es wichtig, die Faserorientierung im Material zu berücksichtigen und geeignete Schnittparameter anzuwenden, die auf die anisotropen Eigenschaften des Materials abgestimmt sind.
Spezialisierte Werkzeuge und CNC-Fräsparameter für Kohlefaser
Die Bearbeitung von Kohlefaser erfordert den Einsatz spezialisierter Schneidwerkzeuge, die an die Eigenschaften von Verbundwerkstoffen angepasst sind. Konventionelle Stahlfräser können bei abrasiven Materialien weder eine ausreichende Oberflächenqualität noch eine hohe Standzeit gewährleisten. Die Wahl des richtigen Werkzeugs bestimmt die Effizienz des Prozesses und die Endqualität des Bauteils.
Die Geometrie der Werkzeuge für die Verbundstoffbearbeitung unterscheidet sich deutlich von Standardlösungen für die Metallbearbeitung. Spezielle Freiwinkel und Klingen mit modifizierten Designs minimieren das Risiko einer Materialdelamination. Die Anzahl der Schneidkanten und deren Anordnung beeinflussen sowohl die Oberflächenqualität als auch die Intensität der Wärmeerzeugung.
Diamant- und Hartmetallschneider bei der Bearbeitung von Verbundwerkstoffen
Werkzeuge aus polykristallinem Diamant (PKD) sind die effektivste Lösung für die Bearbeitung von Kohlefaser. Die Diamanthärte erreicht 10.000 HV, was trotz des abrasiven Charakters des Materials eine lange Werkzeuglebensdauer gewährleistet. Die Kosten für Diamantwerkzeuge liegen zwischen 500 EUR und 1.250 EUR pro Stück. Ihre Lebensdauer übertrifft Standardlösungen um das Zehnfache.
Hartmetallwerkzeuge mit Diamantbeschichtung bieten einen Kompromiss zwischen Preis und Leistung. Die Dicke der Diamantbeschichtung beträgt 10–20 Mikrometer und schützt vor abrasivem Verschleiß, während die Schneidkante scharf bleibt. Der Preis für Hartmetallwerkzeuge mit Diamantbeschichtung liegt zwischen 125 EUR und 375 EUR.
Werkzeugparameter für Kohlefaserverbundstoffe:
- Spanwinkel: 0° bis +5°
- Freiwinkel: 10° bis 15°
- Eckenradius: 0,1–0,5 mm
- Anzahl der Schneiden: 1–3 bei Schaftfräsern
- Spanbrechergeometrie: scharfe Kante ohne Fasen
Der Einsatz geeigneter Werkzeuggeometrien ist entscheidend für die Qualität der Bearbeitung von Kohlefaserverbundstoffen. Eine scharfe Kante ohne Fase minimiert Materialdelamination und reduziert die Bildung von Mikrorissen an den Schneidkanten. Die Wahl von Span- und Freiwinkel beeinflusst direkt die Schnittleistung und Prozessstabilität. Ein kleiner Eckenradius verringert das Ausbrechen im Bearbeitungsbereich, während eine begrenzte Anzahl an Schneiden die Spanabfuhr erleichtert, was besonders bei der Bearbeitung von Schichtmaterialien wichtig ist.
Optimierung der Drehzahl bei Schichtmaterialien
Die Drehzahl beim Bearbeiten von Kohlefaser liegt bei Werkzeugdurchmessern zwischen 6 und 12 mm im Bereich von 15.000 bis 25.000 U/min. Hohe Schnittgeschwindigkeiten minimieren das Risiko des Faserausreißens und sorgen für saubere Schnittkanten. Die Schnittgeschwindigkeit sollte je nach Materialdicke zwischen 200 und 400 m/min liegen.
Das Verhältnis von Drehzahl zu Werkzeugdurchmesser erfordert eine präzise Einstellung der Parameter. Zu niedrige Drehzahlen führen zu Faserausreißen; zu hohe Drehzahlen können eine Überhitzung des Bindemittels verursachen. Optimale Parameter werden experimentell für jeden Verbundstofftyp bestimmt.
Die thermische Stabilität des Prozesses erfordert die Überwachung der Temperatur im Schnittbereich. Kühlsysteme mit Druckluft oder Ölnebel halten die Temperatur unterhalb kritischer Werte zur Vermeidung einer Bindemittelzersetzung.
Vorschubparametersteuerung zur Minimierung der Delamination
Die Vorschubgeschwindigkeit beim Fräsen von Kohlefaserverbundstoffen liegt bei 0,02–0,1 mm pro Zahn und hängt von der Schnitttiefe ab. Ein zu hoher Vorschub kann zu Materialdelamination sowie einer Verschlechterung der Oberflächenqualität führen. Die Kontrolle der Schnittkraft durch Optimierung des Vorschubs ist ein Schlüsselelement des Prozesses.
Die Schnitttiefe sollte beim Schruppen 1–2 mm nicht überschreiten. Beim Schlichten beträgt sie 0,5 mm. Eine Mehrfachbearbeitungsstrategie gewährleistet minimale Spannungen im Material sowie eine hohe Oberflächenqualität. Der radiale Eingriff des Werkzeugs sollte 30–50 % des Fräserdurchmessers betragen.
Empfohlene Schnittparameter für Kohlefaser:
- Schnittgeschwindigkeit: 200-400 m/min
- Vorschub pro Zahn: 0,02-0,1 mm
- Schnitttiefe: 0,5-2,0 mm
- Radiale Eingriffsbreite: 30-50 % des Werkzeugdurchmessers
- Bearbeitungsrichtung: im Uhrzeigersinn
Die Wahl einer Bearbeitungsrichtung, die mit der Drehung im Uhrzeigersinn übereinstimmt, ermöglicht eine effektivere Spanabfuhr und verringert das Risiko des Faser-Ausreißens. Das Schneiden in dieser Richtung erlaubt eine bessere Kontrolle der Wechselwirkungskraft des Werkzeugs mit dem Material, was besonders wichtig für Schichtstrukturen mit hoher Steifigkeit und geringer Delaminationsbeständigkeit ist. Die Aufrechterhaltung stabiler Betriebsparameter in Kombination mit einer geeigneten Vorschubstrategie gewährleistet Prozesswiederholbarkeit und begrenzt Oberflächendefekte.
Tipp: Die regelmäßige Überprüfung des Werkzeugschneidenzustands hilft, eine Verschlechterung der Oberflächenqualität durch Schneidkantenstumpfheit zu vermeiden und verlängert die Lebensdauer kostspieliger Diamantwerkzeuge.
Schnitttechniken zur Vermeidung von Faserschädigungen
Der Erhalt der Integrität von Schichtstrukturen bei der Bearbeitung von Kohlefaser erfordert spezialisierte Schnitttechniken. Konventionelle Methoden führen häufig zu Delaminationen im Verbundwerkstoff und einer Verschlechterung der mechanischen Eigenschaften des Endteils. Eine angemessene Bearbeitungsstrategie minimiert Spannungen im Material und sichert eine hohe Oberflächenqualität.
Die Schnittrichtung in Bezug auf die Faserorientierung hat einen entscheidenden Einfluss auf die Bearbeitungsqualität. Das Schneiden entlang der Faserorientierung verhindert das Ausreißen von Fasern. Querschneiden kann unakzeptable Schäden verursachen. Die Werkzeugwegplanung muss die Verbundstruktur berücksichtigen.
Peck-Bohrverfahren für präzise Bohrungen
Die unterbrochene Bohrtechnik beinhaltet das zyklische Vorschieben des Bohrers mit periodischem Zurückziehen zur Spanentfernung. Diese Methode verhindert Wärmeanhäufung im Schnittbereich und minimiert das Delaminationsrisiko beim Austritt aus dem Material. Die Tiefe jedes Peck-Schritts liegt je nach Bohrungsdurchmesser zwischen 0,5 und 1,5 mm.
Bohrer für Kohlefaserverbundstoffe verfügen über eine spezielle Geometrie mit negativem Spanwinkel. Sie besitzen scharfe Schneidkanten. Der Bohrerdurchmesser sollte der erforderlichen Lochgröße entsprechen. Reiben kann zu Strukturbeschädigungen führen. Die Bohrgeschwindigkeit liegt bei Durchmessern von 3-12 mm zwischen 3000 und 8000 U/min.
Vorteile des Peck-Bohrverfahrens:
- Reduzierung der Wärmeanhäufung um 40-60 %
- Minimierung des Delaminationsrisikos
- Verbesserte Kantengüte des Lochs
- Verlängerte Lebensdauer des Bohrwerkzeugs
- Bessere Kontrolle des Bohrprozesses
Die Unterstützung des Materials während des Bohrens verhindert Ausbrüche am Austrittspunkt des Werkzeugs. Der Einsatz einer Unterlage aus hartem Material sorgt für saubere Lochkanten und minimiert Spannungen im Verbund.
Schichtweises Schneiden zur Reduzierung mechanischer Spannungen
Die schichtweise Schnittstrategie umfasst das schrittweise Entfernen von Material in aufeinanderfolgenden Durchgängen mit begrenzter Schnitttiefe. Der erste Durchgang entfernt 30-40 % der Gesamtdicke bei minimalen Schnittkräften. Nachfolgende Schichten werden mit zunehmend höherer Maßgenauigkeit abgetragen.
Die Fräsrichtung sollte an die Faserorientierung jeder einzelnen Verbundschicht angepasst werden. Multidirektionale Materialien erfordern eine Anpassung der Bearbeitungsstrategie abhängig von der aktuell bearbeiteten Schicht. CAM-Systeme ermöglichen die automatische Anpassung der Parameter an die Materialstruktur.
Minimale Schnittkräfte werden durch die Optimierung des Spanwinkels des Werkzeugs und die Verwendung einer scharfen Geometrie erreicht. Stumpfe Werkzeuge erzeugen übermäßige Spannungen, die zu einer Delamination des Verbundwerkstoffs führen.
Climb Milling zur Gewährleistung einer glatten Oberfläche
Climb Milling bedeutet, die Bewegungsrichtung des Werkzeugs mit der Vorschubrichtung des Tisches in Einklang zu bringen. Es bietet die beste Oberflächenqualität für Verbundwerkstoffe. Diese Technik minimiert das Risiko von Faserauszügen und erzeugt eine glatte Oberfläche ohne zusätzliche Nachbearbeitung.
Die Prozessstabilität beim Climb Milling erfordert die Beseitigung von Spiel im Antriebssystem der Werkzeugmaschine. Selbst minimale Positionierfehler können ungleichmäßiges Schneiden verursachen und die Oberflächenqualität verschlechtern. Moderne CNC-Systeme bieten eine Kompensation für mechanisches Spiel.
Vorteile des Climb Milling:
- Reduzierung der Schnittkräfte um 20-30 %
- Verbesserte Oberflächenqualität
- Minimierung von Systemvibrationen
- Verlängerte Werkzeugstandzeit
- Reduzierter Energieverbrauch
Ein weiterer Vorteil des Climb Milling ist die Begrenzung der Wärmeentwicklung im Bearbeitungsbereich, was für temperaturempfindliche Verbundwerkstoffe entscheidend ist. Geringere Reibung zwischen Werkzeug und Material verringert das Risiko einer Zersetzung der Epoxidharzmatrix und reduziert thermische Verformungen. Dies ermöglicht eine hohe Maßhaltigkeit auch bei längeren Arbeitszyklen, was zu besserer Produktionswiederholbarkeit und reduziertem Materialabfall führt.
Kühl- und Absaugsysteme während der Bearbeitung
Kühlung mit Druckluft ist die am häufigsten verwendete Methode zur Temperaturkontrolle bei der Bearbeitung von Verbundwerkstoffen. Der Luftdruck liegt im Bereich von 4-6 bar. Der Luftstrom wird direkt auf die Schnittzone gerichtet. Die Luftkühlung führt keine Feuchtigkeit ein, die die Harzeigenschaften beeinträchtigen könnte.
Industrielle Absaugsysteme müssen eine effektive Entfernung von Kohlenstoffstaub mit Partikelgrößen von 0,1 bis 10 Mikrometern gewährleisten. Verbundstoffstaub kann gesundheitsschädlich sein und verursacht Verschleiß an Komponenten der Werkzeugmaschine. Die Kapazität des Absaugsystems sollte für ein Standard-Bearbeitungszentrum mindestens 1000 m³/h betragen.
Spezifikationen des Kühlsystems:
- Luftdruck: 4-6 bar
- Volumenstrom: 200-500 l/min
- Temperatur: Raumtemperatur (20-25 °C)
- Luftfeuchtigkeit: unter 50 %
- Filtration: ISO 8573-1:2010 Klasse
Die richtige Konfiguration des Kühl- und Absaugsystems spielt eine entscheidende Rolle bei der Aufrechterhaltung stabiler Bearbeitungsbedingungen sowie beim Schutz des Bedieners und der Maschine. Der Einsatz von trockener Druckluft verhindert Feuchtigkeitskondensation, welche die Verbundstruktur schwächen und die Qualität der bearbeiteten Kante beeinträchtigen könnte. Gleichzeitig sorgt eine effektive Luft- und Staubfiltration gemäß ISO 8573-1:2010 für ein sicheres Arbeitsumfeld und begrenzt Ablagerungen auf Führungen und Messsystemen. Die Einhaltung hoher Sauberkeitsstandards im Arbeitsbereich wirkt sich direkt auf Prozessgenauigkeit und Langlebigkeit der Maschinenkomponenten aus.
Tipp: Regelmäßige Reinigung des Staubabsaugsystems und Filterwechsel gewährleisten eine effektive Entfernung von Verbundstoffstaub, was zu besserer Bearbeitungsqualität und Arbeitssicherheit führt.
Vergleich traditioneller Bearbeitungsmethoden mit CNC-Fräsen
Die Entwicklung der Bearbeitungstechnologie für Kohlefaserverbundstoffe hat einen weiten Weg von manuellen Schneidemethoden hin zu fortschrittlichen numerisch gesteuerten Systemen zurückgelegt. Traditionelle Techniken basierten hauptsächlich auf Kreissägen, Hydroscheren und manuellen Fräswerkzeugen. Sie zeichneten sich durch begrenzte Präzision und ein hohes Risiko von Materialschäden aus.
Die manuelle Bearbeitung von Verbundstoffen erforderte hochqualifizierte Bediener mit umfangreicher Erfahrung im Umgang mit geschichteten Materialien. Menschliche Fehler führten häufig zu Materialverlusten, die Nacharbeit der Teile notwendig machten. Die Bearbeitungszeit für ein einzelnes Bauteil konnte um ein Vielfaches länger sein als bei automatisierten Systemen.
Prozessautomatisierung zur Eliminierung menschlicher Fehler
CNC-Systeme beseitigen den Einfluss menschlicher Faktoren auf den Bearbeitungsprozess durch präzise Steuerung aller Schneidparameter. Das Bearbeitungsprogramm berücksichtigt Materialeigenschaften und den optimalen Werkzeugweg, was wiederholbare Ergebnisse unabhängig von der Bedienerqualifikation garantiert.
Die automatische Werkzeugverschleißkompensation sorgt für gleichbleibende Bearbeitungsqualität während des gesamten Produktionszyklus. Werkzeuginstandhaltungssysteme erkennen übermäßigen Verschleiß, passen die Schneidparameter automatisch an oder signalisieren den Werkzeugwechselbedarf.
Die Möglichkeit, komplexe räumliche Formen zu programmieren, eröffnet neue Gestaltungsmöglichkeiten, die mit traditionellen Methoden nicht realisierbar sind. Die Fünf-Achs-Bearbeitung ermöglicht die Herstellung von Teilen mit komplexer Geometrie in einem einzigen Aufspannvorgang und eliminiert kumulative Fehler durch mehrere Aufspannungen.
Maßhaltige Wiederholgenauigkeit in der Serienproduktion
Die Positioniergenauigkeit moderner CNC-Maschinen beträgt ±0,005 mm. Dies gewährleistet eine hohe Maßhaltigkeit bei der Serienfertigung. Traditionelle Bearbeitungsmethoden erreichten Toleranzen von etwa ±0,1–0,5 mm und erforderten häufig zusätzliche Nachbearbeitungsschritte.
Die automatische Maßkontrolle während der Bearbeitung ermöglicht eine Echtzeitanpassung der Prozessparameter. In die Maschine integrierte Messsysteme überwachen kritische Maße und justieren bei Abweichungen automatisch die Werkzeugposition nach.
Vergleich der Bearbeitungspräzision:
| Bearbeitungsmethode | Maßtoleranz | Oberflächenrauheit | Bearbeitungszeit |
|---|---|---|---|
| Kreissäge | ±0,5 mm | Ra 6,3 μm | 100% |
| Handfräsen | ±0,2 mm | Ra 3,2 μm | 150% |
| 3-Achsen CNC | ±0,02 mm | Ra 1,6 μm | 60% |
| 5-Achsen CNC | ±0,01 mm | Ra 0,8 μm | 40% |
Hohe Positioniergenauigkeit und integrierte Maßkontrolle reduzieren den Bedarf an teuren Messgeräten außerhalb der Maschine. Dies ermöglicht eine Verkürzung der gesamten Bearbeitungszeit und steigert die Produktionseffizienz. CNC-Maschinen eliminieren Fehler, die durch manuelles Einrichten der Werkstücke entstehen, und ermöglichen eine automatische Kompensation thermischer und mechanischer Abweichungen. Dies führt zu einer höheren Maßstabilität, insbesondere in der Massenproduktion, bei der sich selbst kleine Abweichungen summieren und zum Verlust der Maßhaltigkeit führen können.
Reduzierung von Materialabfall durch präzise Programmierung
Die Optimierung des Werkzeugwegs in CAM-Systemen minimiert die Menge des abgetragenen Materials. Sie maximiert die Rohmaterialausnutzung. Intelligente Algorithmen planen die Bearbeitung so, dass Abfall und Bearbeitungszeit minimiert werden. Die Reduzierung des Materialabfalls kann im Vergleich zu herkömmlichen Methoden 30-40 % erreichen.
Die Simulation des Bearbeitungsprozesses vor Produktionsbeginn ermöglicht die Erkennung potenzieller Kollisionen sowie die Optimierung der Schnittparameter. Virtuelle Tests eliminieren das Risiko, teures Material sowie Werkzeuge beim ersten Programmlauf zu beschädigen.
Vorteile der CAM-Optimierung:
- Reduzierung des Materialabfalls um 30-40 %
- Verkürzung der Bearbeitungszeit
- Beseitigung von Werkzeugkollisionen
- Optimierung der Rohmaterialnutzung
- Automatisches Nesting der Teile
Das automatische Nesting der Teile auf dem Materialbogen maximiert die Effizienz der Rohmaterialausnutzung. CAM-Systeme berücksichtigen dabei die Geometrie der Teile sowie Mindestabstände zwischen den Elementen, die für eine sichere Bearbeitung erforderlich sind.
Tipp: Die Investition in CAM-Systeme mit Modulen zur Optimierung der Materialausnutzung kann Einsparungen von etwa 20-30 % bei den Rohmaterialkosten bringen, was angesichts des hohen Preises von Kohlenstoffverbundstoffen erhebliche wirtschaftliche Vorteile bedeutet.
Fortschrittliche Technologien zur Unterstützung der Kohlefaserbearbeitung
Die Entwicklung der Bearbeitungstechnologie für Kohlenstoffverbundstoffe beschränkt sich nicht nur auf konventionelles CNC-Fräsen. Moderne Produktionsanlagen setzen fortschrittliche Lösungen ein, die traditionelle Schneidverfahren unterstützen. Hybride Technologien kombinieren verschiedene Bearbeitungsmethoden, um optimale Ergebnisse zu erzielen und gleichzeitig die Integrität der Materialstruktur zu bewahren.
Die Integration verschiedener Bearbeitungstechnologien ermöglicht es, die Vorteile jeder Methode zu nutzen und gleichzeitig deren Einschränkungen zu minimieren. Multiprozesssysteme erlauben eine umfassende Werkstückbearbeitung ohne erneutes Spannen oder den Transport zwischen verschiedenen Arbeitsstationen.
Einsatz von Ultraschallschwingungen beim Fräsen
Die Technologie des ultraschallunterstützten Fräsens verwendet hochfrequente Werkzeugschwingungen mit einer Amplitude von 1-10 Mikrometern. Die Schwingungsfrequenz liegt im Bereich von 20-40 kHz, überschreitet damit die menschliche Hörgrenze und eliminiert Geräusche während der Bearbeitung.
Der Wirkmechanismus der Ultraschallschwingungen beruht auf dem zyklischen Kontakt und Abstand des Werkzeugs zum Material. Die intermittierende Schneidwirkung reduziert die Schnittkräfte um 40-60 %. Sie minimiert die Wärmeentwicklung in der Bearbeitungszone. Die Temperatur in der Schnittzone kann im Vergleich zur konventionellen Bearbeitung um 100-150 °C niedriger sein.
Vorteile von Ultraschallschwingungen:
- Reduzierung der Schnittkräfte um 40-60%
- Temperatursenkung um 100-150 °C
- Verbesserte Oberflächenqualität auf Ra 0,2-0,8 μm
- Verlängerte Werkzeugstandzeit
- Beseitigung von Geräuschen während der Bearbeitung
Die Oberflächenqualität nach der Ultraschallbearbeitung ist durch eine Rauheit von Ra 0,2-0,8 μm gekennzeichnet. Sie macht häufig zusätzliche Nachbearbeitungsschritte überflüssig. Die Reduzierung von Eigenspannungen im Material verbessert die Ermüdungseigenschaften der fertigen Bauteile.
Bearbeitung mit Unterstützung eines Hochdruck-Wasserstrahls
Die Abrasive Water Jet-Technologie verwendet einen Wasserstrahl mit einem Druck von 3000-4000 bar und zugesetztem Schleifmittel. Sie wird zum Schneiden von Kohlenstoffverbundwerkstoffen eingesetzt. Das Verfahren zeichnet sich durch keine Wärmeentwicklung aus und ermöglicht das Schneiden von Materialien bis zu einer Dicke von 200 mm ohne geometrische Einschränkungen.
Die Schnittgeschwindigkeit beim abrasiven Wasserstrahlschneiden liegt je nach Materialdicke und geforderter Kantengüte zwischen 50 und 500 mm/min. Die Positioniergenauigkeit des Schneidkopfs beträgt ±0,025 mm, was eine hohe Maßhaltigkeit der fertigen Teile gewährleistet.
Parameter der abrasiven Wasserstrahlbearbeitung:
- Wasserdruck: 3000-4000 bar
- Schleifmittel-Durchsatz: 50-125 EUR/min
- Düsendurchmesser: 0,8-1,5 mm
- Düsenabstand zum Material: 2-5 mm
- Schnittgeschwindigkeit: 50-500 mm/min
Der Einsatz der abrasiven Wasserstrahltechnologie ermöglicht glatte Kanten ohne Beschädigung der Faser- und Harzschichten und macht zusätzliche Nachbearbeitungen überflüssig. Das Fehlen mechanischer Belastungen und die minimale thermische Beanspruchung machen dieses Verfahren besonders geeignet für das Schneiden von Bauteilen mit komplexer Geometrie und dünnwandigen Strukturen. Prozessstabilität und präzise Düsenführung erlauben die Bearbeitung sowohl einzelner Komponenten als auch größerer Serien ohne Qualitätsverlust.
Laser-Schneidtechnologie für komplexe Formen
Das Laserschneiden von Kohlenstoffverbundwerkstoffen erfordert eine präzise Steuerung der Leistung und der Strahlgeschwindigkeit, um eine thermische Schädigung des Harzes zu vermeiden. CO₂-Laser mit einer Leistung von 1-5 kW ermöglichen saubere Schnitte bei Materialien bis zu 25 mm Dicke mit minimaler Wärmeeinflusszone.
Die Laserschneidtechnologie erlaubt die Herstellung von Bauteilen mit komplexen Konturen bei einer Genauigkeit von ±0,1 mm. Die automatische Leistungsanpassung des Lasers basierend auf der Materialdicke sorgt für eine gleichbleibende Kantengüte. Die Schnittgeschwindigkeiten können bei dünnen Verbundplatten 2000-5000 mm/min erreichen.
Hilfskühlsysteme mit Inertgasen schützen die Schneidzone vor Oxidation und verbessern die Kantengüte. Stickstoff oder Argon bei Drücken von 5-10 bar blasen Verbrennungsprodukte weg und stabilisieren den Schneidprozess.
Tipp: Die Kombination verschiedener Bearbeitungstechnologien in einem einzigen Produktionszyklus ermöglicht es, die Vorteile jeder Methode zu nutzen, was zu verkürzten Produktionszeiten und verbesserter Endqualität von Verbundbauteilen führt.
CNC-Fräs- und Kohlefaserbearbeitungsdienstleistungen bei CNC Partner
CNC Partner ist ein führendes Unternehmen, das sich auf fortschrittliche Metall- und Verbundwerkstoffbearbeitungstechnologien spezialisiert hat. Das Unternehmen bietet umfassende CNC-Fräsdienstleistungen an, die auf die Anforderungen der modernen Industrie zugeschnitten sind. Die Spezialisierung auf die Bearbeitung von Kohlefaser reagiert auf die wachsende Marktnachfrage nach präzisen Verbundbauteilen.
Der moderne Maschinenpark und erfahrenes technisches Personal ermöglichen die Durchführung von Projekten, die den höchsten Qualitätsstandards entsprechen. Das Unternehmen betreut Kunden aus der Luft- und Raumfahrt, dem Automobilbereich, dem Medizinsektor sowie weiteren Branchen, die höchste Präzision bei der Bearbeitung erfordern.
Fortschrittliche CNC-Frästechnologien
CNC Partner betreibt einen modernen CNC-Maschinenpark mit Bearbeitungszentren unterschiedlicher Größen und technischer Ausstattung. Die +GF+ Mikron VCE 1600 Pro aus dem Jahr 2017 bietet einen Arbeitsbereich von 1700 x 900 x 800 mm. Diese Maschine ermöglicht präzise Bearbeitung großformatiger Bauteile. Weitere Maschinen im Bestand sind Modelle wie +GF+ Mikron VCE 800, AVIA VMC 800 V und AVIA VMC 650 V mit Arbeitsbereichen, die an verschiedene Produktionsanforderungen angepasst sind.
Computergesteuerte Systeme minimieren Fehlerquellen und gewährleisten Maßhaltigkeit im Mikrometerbereich. Präzise Positionierung erlaubt die Fertigung von Bauteilen mit komplexen Geometrien. Die Prozessautomatisierung reduziert die Produktionszeit erheblich bei gleichzeitiger Einhaltung höchster Qualitätsstandards.
Wesentliche technische Fähigkeiten:
- Maßtoleranzen bis hinunter zu wenigen Mikrometern
- Bearbeitung von Materialien von Metallen bis zu Verbundwerkstoffen
- Serien- und Prototypenfertigung
- 3-Achs- und Mehrachsenbearbeitung
- Optimierte CAM-Programme für verschiedene Werkstoffe
Das Unternehmen nutzt fortschrittliche CAM-Software zur Optimierung der Werkzeugwege und Schnittparameter. Die Prozesssimulation vor der Produktion eliminiert Fehlerquellen und maximiert die Materialausnutzung.
Spezialisierung auf Kohlefaserverbund-Bearbeitung
Kohlefaserbearbeitung erfordert einen spezialisierten Ansatz unter Berücksichtigung der einzigartigen Eigenschaften des Materials. CNC Partner setzt dafür spezielle Werkzeuge und Schnittparameter ein, die auf die anisotrope Struktur der Verbundstoffe abgestimmt sind. Die Temperaturkontrolle im Bearbeitungsbereich verhindert eine Schädigung des Harzes, das die Fasern verbindet.
Die Bearbeitungsstrategie berücksichtigt die Faserausrichtung im Material und minimiert das Risiko von Delaminationen. Spezielle Kühl- und Absaugtechniken sorgen für sichere Arbeitsbedingungen. Filtersysteme entfernen schädlichen Kohlenstoffstaub aus dem Bearbeitungsbereich.
Vorteile der Verbundstoffbearbeitung bei CNC Partner:
- Spezialisierte Diamant- und Hartmetallwerkzeuge
- Optimierte Schnittparameter für Verbundwerkstoffe
- Qualitätskontrolle in jeder Produktionsphase
- Minimierung von Materialabfällen
- Erhaltung der mechanischen Eigenschaften des Verbundmaterials
Die Erfahrung im Umgang mit verschiedenen Arten von Kohlefaser ermöglicht eine effiziente Durchführung von Projekten mit unterschiedlichen technischen Anforderungen. Das Unternehmen bearbeitet sowohl Prototypenteile als auch die Serienproduktion von Carbon-Verbundstoffen.
Umfassendes Angebot an Bearbeitungsdienstleistungen
CNC Partner bietet ein vollständiges Spektrum an CNC-Bearbeitungsdienstleistungen einschließlich Fräsen, Drehen, Drahterodieren und CNC-Schleifen. Das umfassende Angebot ermöglicht die Durchführung von Projekten, die unterschiedliche Bearbeitungstechnologien erfordern. Kunden erhalten montagefertige Produkte, ohne auf Dienstleistungen anderer Unternehmen zurückgreifen zu müssen.
CNC-Drehen, ausgeführt auf einer Drehmaschine HAAS SL-30THE aus dem Jahr 2008, erlaubt die Bearbeitung von Teilen mit einem maximalen Durchmesser von 482 mm und einer Länge bis zu 864 mm. Die Maschine ist mit angetriebenen Werkzeugen und schrägen Köpfen ausgestattet, was die technologischen Möglichkeiten erweitert. Drahterodieren auf +GF+ CUT 300SP Maschinen gewährleistet präzises Schneiden von Materialien mit einer Härte bis zu 64 HRC.
CNC-Schleifen, durchgeführt auf einer +JUNG Schleifmaschine mit einem Arbeitsbereich von 2000 x 1000 mm, ermöglicht das Erreichen einer Oberflächenrauheit Ra 0,63. Präzise Oberflächenbearbeitung macht zusätzliche Nachbearbeitungsschritte überflüssig.
Die Auswahl der Bearbeitungstechnologie für Carbon-Verbundstoffe sollte die Materialeigenschaften, Präzisionsanforderungen und Belastungen berücksichtigen, denen das fertige Teil ausgesetzt sein wird. Die Beratung durch Ingenieure von CNC Partner erlaubt eine präzise Anpassung der Prozessparameter an spezifische Anwendungen, was zu höherer Qualität, reduziertem Werkzeugverschleiß und Produktionsstabilität führt.
Das Unternehmen bietet umfassende technische Unterstützung vom Designstadium bis zur Qualitätskontrolle der fertigen Teile. Erfahrene Ingenieure beraten bei der Designoptimierung und Auswahl der effektivsten Bearbeitungsmethoden. Kontaktieren Sie CNC Partner, um Projektanforderungen zu besprechen und eine professionelle technische Beratung bezüglich der Bearbeitung von Kohlefaser und anderen Verbundmaterialien zu erhalten.
Qualitätskontrolle und Maßtoleranzen bei der Carbonbearbeitung
Die Sicherstellung hochwertiger Kohlefaserteile erfordert den Einsatz fortschrittlicher Kontrollsysteme in jeder Phase des Produktionsprozesses. Die Eigenschaften von Verbundwerkstoffen, insbesondere ihre anisotrope Natur und komplexe Schichtstruktur, stellen besondere Herausforderungen für traditionelle Messmethoden dar. Moderne Qualitätssicherungssysteme müssen die Besonderheiten von Verbundmaterialien berücksichtigen.
Dimensionstoleranzen für Verbundbauteile sind häufig strenger als für Metallteile. Dies ergibt sich aus ihrem Einsatz in Branchen mit hohen Qualitätsanforderungen. Die Luft- und Raumfahrtindustrie verlangt Toleranzen im Bereich von ±0,025 mm für Strukturbauteile. Der Medizinsektor kann eine Präzision von ±0,01 mm erfordern.
Messsysteme, die Genauigkeit im Bruchteil eines Millimeters gewährleisten
Koordinatenmessmaschinen mit speziellen Tastsystemen ermöglichen die Messung von Verbundbauteilen mit einer Genauigkeit von ±0,002 mm. Laserscantechnologie erlaubt eine schnelle Inspektion komplexer Oberflächengeometrien, ohne die empfindliche Materialstruktur zu beschädigen.
In CNC-Werkzeugmaschinen integrierte Messsysteme ermöglichen die dimensionsgerechte Kontrolle während des Bearbeitungsprozesses. Die automatische Korrektur der Werkzeugposition basierend auf Echtzeitmessungen gewährleistet die Einhaltung der Maßtoleranzen über den gesamten Produktionszyklus.
Spezifikationen der Messsysteme:
- Positioniergenauigkeit: ±0,001 mm
- Messauflösung: 0,0001 mm
- Scan-Geschwindigkeit: 5–50 mm/s
- Wiederholgenauigkeit: 0,0005 mm
- Betriebstemperaturbereich: 18–22 °C
Der Einsatz integrierter Messsysteme ermöglicht die Erkennung und Beseitigung von Abweichungen bereits in der Bearbeitungsphase, was die Anzahl der Fehler deutlich reduziert und die Prozesseffizienz verbessert. Präzise Messdaten werden in Echtzeit analysiert, wodurch eine dynamische Anpassung des Werkzeugwegs ohne Unterbrechung des Arbeitszyklus möglich ist. Dieser Ansatz sichert eine gleichbleibende Produktionsqualität auch unter variablen Umweltbedingungen und beschleunigt die Einführung neuer Bauteile durch automatische Anpassung der technologischen Parameter.
Prüfung der Unversehrtheit geschichteter Strukturen nach der Bearbeitung
Zerstörungsfreie Prüfverfahren bei Carbon-Verbundwerkstoffen nutzen Ultraschall-, Thermografie- und Tomografietechniken zur Erkennung innerer Strukturschäden. Die Impuls-Ultraschalluntersuchung ermöglicht die Identifikation von Delaminationen, Hohlräumen und Fremdeinschlüssen tief im Material bei Erhalt seiner Unversehrtheit.
Die Infrarot-Thermografie erkennt strukturelle Unstetigkeiten durch Analyse der Temperaturverteilung auf der Oberfläche eines Bauteils, das kontrolliert erwärmt wird. Unterschiede in der Wärmeleitfähigkeit zwischen intakten und beschädigten Bereichen zeigen sich als thermische Anomalien.
Zerstörungsfreie Prüfverfahren:
- Ultraschalluntersuchung: Erkennung von Delaminationen und Hohlräumen
- IR-Thermografie: Identifikation struktureller Unstetigkeiten
- CT-Tomografie: 3D-Analyse der inneren Struktur
- Kapillarpenetrierprüfung: Nachweis von Oberflächenrissen
- Röntgenprüfung: Kontrolle der Materialdichte
Hochauflösende Computertomografie ermöglicht eine dreidimensionale Analyse der inneren Struktur eines Verbundwerkstoffs mit Mikrometerauflösung. Dieses Verfahren erlaubt eine präzise Beurteilung der Qualität geschichteter Strukturen sowie die Identifikation von Mikrorissen, die bei Oberflächeninspektionen unsichtbar bleiben.
Methoden zur Erkennung von Delaminationen und mikroskopischen Schäden
Rasterelektronenmikroskopie ermöglicht die Beobachtung der Verbundstruktur bei Vergrößerungen von 10× bis 100.000×. Die Mikrostrukturanalyse erlaubt die Bewertung der Bindungsqualität zwischen Fasern und Harz sowie die Identifikation von Schadensmechanismen am Material während der Bearbeitung.
Die Infrarotspektroskopie erkennt chemische Veränderungen im Harz, die durch thermischen Abbau während der Verarbeitung verursacht werden. Die Analyse der chemischen Oberflächenzusammensetzung ermöglicht die Optimierung der Schneidparameter. Minimierung thermischer Schäden.
Methoden zur Qualitätskontrolle von Verbundwerkstoffen:
| Methode | Erkannte Defekte | Auflösung | Inspektionszeit |
|---|---|---|---|
| Ultraschalluntersuchung | Delaminationen, Hohlräume | 0,1 mm | 2-5 min/m² |
| IR-Thermographie | Unterbrechungen, Risse | 0,05 mm | 1-3 min/m² |
| CT-Tomographie | 3D-Struktur, Mikroschäden | 1 μm | 30-60 min |
| REM-Mikroskopie | Mikrostruktur, Grenzfläche | 1 nm | 15-30 min |
Die statistische Prozesskontrolle überwacht wichtige Qualitätsparameter in Echtzeit. Sie signalisiert Abweichungen von Standards, bevor nicht konforme Produkte entstehen. Automatische Alarmsysteme stoppen die Produktion, wenn Toleranzgrenzen überschritten werden.
Zusammenfassung
Präzises CNC-Fräsen verändert grundlegend den Ansatz der Bearbeitung von Kohlefaser. Es setzt einen neuen Standard für Qualität und Produktionseffizienz. Die Prozessautomatisierung eliminiert Fehler, die durch menschliche Faktoren verursacht werden. Gleichzeitig gewährleistet sie eine dimensionsbezogene Wiederholgenauigkeit im Mikrometerbereich. Fortschrittliche Steuerungssysteme berücksichtigen die anisotropen Eigenschaften von Verbundwerkstoffen. Sie passen die Schneidparameter an die Faserorientierung in der Materialstruktur an.
Der Einsatz spezialisierter Diamant- und Hartmetallwerkzeuge revolutioniert die Effizienz der Bearbeitung abrasiver Verbundstoffe. Die Optimierung der Schnittgeschwindigkeiten und die Steuerung der Vorschubparameter minimieren das Risiko von Delaminationen. Dadurch wird die Integrität der Schichtstruktur erhalten. Kühl- und Absaugsysteme sorgen für sichere Arbeitsbedingungen und kontrollieren gleichzeitig die Temperatur in der Bearbeitungszone.
Die Integration fortschrittlicher unterstützender Technologien eröffnet neue Möglichkeiten zur Formgebung von Elementen mit komplexer Geometrie. Ultraschallvibrationen oder Wasser-Strahlbearbeitung mit Abrasivmitteln. Die Kombination verschiedener Bearbeitungsmethoden ermöglicht eine maximale Nutzung der Vorteile jeder Technologie bei gleichzeitiger Minimierung ihrer Einschränkungen. Moderne Qualitätssicherungssysteme garantieren die Einhaltung der strengen Anforderungen der Luft- und Raumfahrt sowie der Medizinindustrie. Sie gewährleisten Maßtoleranzen im Bereich von Hundertsteln eines Millimeters.
Quellen:
- https://www.sciencedirect.com/science/article/pii/S2238785424023202
- https://www.sciencedirect.com/science/article/pii/S2212827114009482
- https://journals.sagepub.com/doi/full/10.1177/09673911211020620
- https://bibliotekanauki.pl/articles/2181747
- https://wim.put.poznan.pl/instytut-technologii-mechanicznej/projekty/DEC-2022/06/X/ST8/01712
- https://winntbg.bg.agh.edu.pl/rozprawy2/11323/full11323.pdf
- https://kompozyty.ptmk.net/pliczki/pliki/semVI_62.pdf
- https://www.kompozyty.com.pl/wlokna_weglowe,s40.html
- https://pl.hgcomposites.com/info/testing-methods-of-carbon-fiber-products-85710271.html